

「工業材料」(日刊工業新聞社) 2003年6月号に掲載
㈱シーエムシー・リサーチ 代表取締役
須藤正夫
塩ビを取り巻く環境
塩化ビニル樹脂(以下塩ビ)は可塑剤の配合量を変えることで,硬さを自由にコントロール出来る唯一の汎用樹脂である。成形加工・2次加工性が優れている,競合他樹脂より価格競争力があることなどから建材,医療,農業用資材,包装用フィルムなど広範な分野で使用されている。
原料は食塩を経て作られる塩素が約60%(*)で,石油の依存度が低いので資源問題でも貢献度は大きい。
* 塩化ビニルモノマーの1kg当たりの原料所要量
エチレン 0.47kg 塩素(ガス)0.59kg
塩ビは汎用樹脂の中では最も歴史が古く,ピーク時の1997年には200万トンの国内需要を形成した。この塩ビの需給構造が大きく変化している。
2002年の内需は146万トンで,1997年比で55万トン,27%も落ち込んだ。(図1)住宅不況で主力の建材が不振だった影響もあるが,環境問題による他材料への転換も大きな原因で,ピーク時の需要を回復するは困難といわれる。
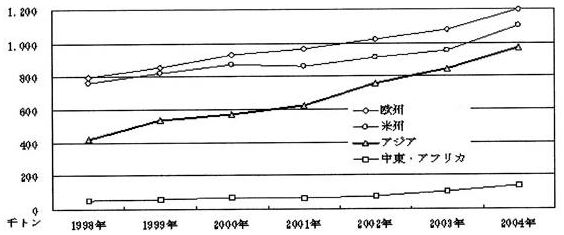
図1 世界のMDI地域別需要推移 出典・経済産業省「化学工業統計」
塩ビは古くからモノマーによる発ガン問題,安定剤の重金属問題など環境問題で逆風を浴びてきた。これに対し,業界が結束して適切な安全対策を行いそれぞれの難題を乗り越えてきたが現在の状況は以前と様相が大きく異なる。
現在指摘されている環境問題は塩素によるダイオキシン問題,可塑剤による環境ホルモン問題だが,前者が深刻だ。塩ビ業界は何を燃やしてもダイオキシン類が発生すること,適切な焼却を行えば発生を大幅に押さえることができる、など、塩ビ原因説の誤解を解く努力を行っている。しかし,ユーザーの塩ビ離れに歯止めがかからず需要減が続いている。
一方,世界的には成長が続いており,とりわけ中国が急成長中である。(表1)2001年の中国国内需要は473万トン,輸入が約190万トンで,日本はこのうち50万トンを占めている。国内需要の落ち込みを輸出でカバーしているのが特徴である。
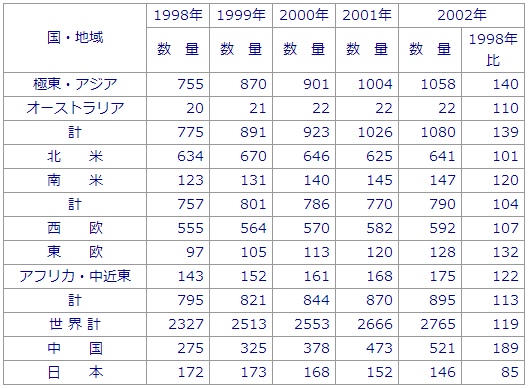
表1 世界の塩化ビニル需要(内需) (単位:万トン,%)
出典:「化学経済」臨時増刊号「世界の化学工業白書」2001.3,P115,
2002.3, P121より作成,2002年は日本を除き予測
軟質塩化ビニルの需要構造変化
廃棄物を埋め立て処理されている欧米と異なり,日本は焼却が中心であることがダイオキシン問題発生の理由である。1996年にごみ焼却場周辺から相次いで検出され,塩ビが原因の一つとされ,社会問題化した。
これを契機にユーザーの塩ビ離れに拍車がかかった。建材用を中心とする硬質塩ビはライフサイクルが10年以上と長く,塩ビに代わる代替材料が少ないことから,リサイクルを徹底する方向で対応が進んでいる。近年の需要減は住宅不況が大きな要因で,今後,一定の需要回復が予測されている。
問題は軟質塩ビの45%前後を占めるフィルム・シートを中心とする軟質塩ビである。(表2)
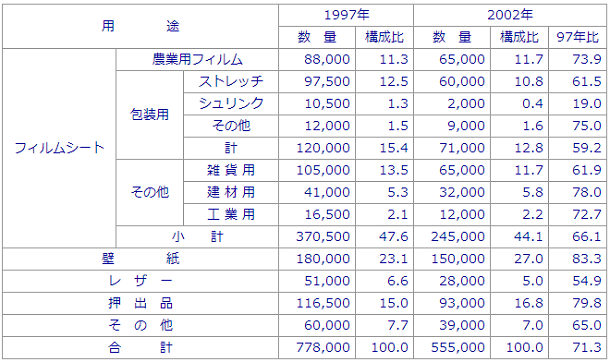
表2 軟質塩ビの用途別需要構成 (単位;トン,%) 出典:筆者推定(注;コンパウンド量)
包装用を中心とするフィルム・シートはライフサイクルが短く、代替材料が開発されると急速に素材転換が進む。その代表的な事例がラベル用を中心とするシュリンクフィルムである(「工業材料」2003.3参照)
素材代替を促進する要因は①価格競争力のある代替品開発,②ユーザーの代替熱意,③2次加工を含めた需要業界の受入体制にある。
①は当然だが,②,③の要因も大きい。社会的な責任が重い企業および業界ほど素材転換が早い。自動車,家電業界は早い時期から代替を進めてきた。③の例はユーザー層が中小企業で小ロット生産かつ2次加工工程の受け入り体制が整っていない業界は緩やかな転換である。その代表事例が雑貨用透明フィルム・シート業界で以下の項で開発動向を紹介する。(フィルム・シートを便宜上フィルムという)
ソフトポリオレフィンフィルムの開発動向~多種類が共存~
文房具や化粧品などのケース類はこれまで,軟質塩ビの独断場であった。この理由は透明性,耐受傷性など物性が優れていると同時に溶着加工が容易であったことによる。
塩ビは高周波接合適性(以下,高周波ウェルダー)が優れ,製品の見栄えも良く大部分がこの方法である。新規ソフトポリオレフィンフィルム(以下,POフィルム)を開発する際,①塩ビ用高周波ウェルダー機を使用できるタイプ,②金型を加温すれば使用できるタイプ,③PO専用タイプの選択が迫られる。
極性基を持っているポリマーは高周波ウェルダー適性があり,塩ビがこの代表である。他にEVA,EMMA(エチレンメチルメタアクリレート)などが極性基を持っている。
塩ビ用高周波ウェルダー機を使用できるタイプは①EMMAまたはEVAをブレンドした単層フィルム,②中間層にEVAを採用した多層フィルムがある。(表3)
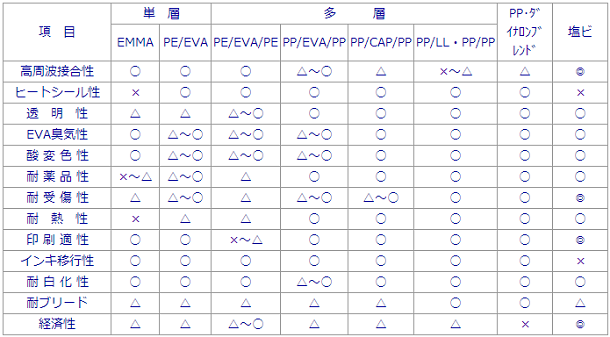
表3 ソフトポリオレフィンフィルムの特徴
(出典)「非塩ビ系ソフトポリマーの将来展望」シーエムシー出版1999年刊
単層フィルムの製法は軟質塩ビフィルム同様カレンダー法であることから,塩ビの加工メーカーが,多層共押出はポリオレフィンの加工メーカーの参入が多い。(表4)
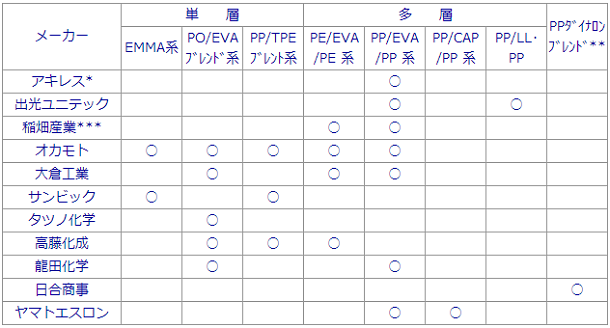
表4 主なソフトポリオレフィンメーカーと層構成
*単層フィルムもある **ダイナロン:水添型スチレン系エラストマー,JSR生産 ***生産は太洋プラスチック
出典:「非塩ビ系ソフトポリマーの将来展望」シーエムシー出版1999年に加筆修正
軟質塩ビはインキの移行性や可塑剤のブリードアウトを除けば物性,加工性が優れ,価格競争力のある最もバランスの取れた素材である。
これに対して,PO系単層フィルムは透明性が劣り,この性能を求められる用途は多層フィルムが使用される。多層フィルムの中間層はEVAの採用が多い。このタイプの弱点は高周波ウェルダー適性がある反面,低結晶成分がブリードアウトして経時変化を起こし,透明性などが低下するという相反する性格を持っている。
出光ユニテックは透明性,非ブリード性を重視,中間層をL-LDPEとPPのブレンドタイプを開発し1999年に販売を開始した。溶着は装置メーカーと専用溶着機を共同開発している。翌年に中間層にEVAを採用したウェルダーグレードを上市し,双方に対応出来る体制を整えた。
先に述べたように,軟質塩ビフィルムは①可塑剤の配合量により硬さを自由にコントロールでき,製品の物性差が少ない,②どのメーカーの原反も高周波ウェルダー機が使用でき,生産性、見栄えの差がない。
これに対して,PO系は多種類の製品が開発され,物性,加工性が大きく異なり,目的,用途により使い分ける必要がある。これが発展の阻害要因となっている(前掲表3)。
雑貨用透明軟質フィルムの市場規模は1997年105,000トンで,塩ビが独占,2002年は塩ビが65,000トン,PO系20,000トン計85,000トンと推定される。PO系の採用が拡大しているユーザー層は企業規模が大きい文具,化粧品・トイレタリーメーカーや官庁およびこれに準ずる団体の携行品などで,小ロット多品種生産の中小ユーザーは緩やかなテンポで転換している。
PO系フィルムメーカーは最近,抗菌性,耐候性,紫外線カット性,帯電防止性など塩ビ製品になかった新たな物性,機能を付与することで,これまでの塩ビ代替から用途範囲を拡大し,需要の底上げ努力を行っている。
参考文献
1)「非塩ビ系ソフトポリマーの将来展望」 1999年シーエムシー出版刊
2)「非塩ビ系ソフトポリマー・フィルムの新技術」 2001年 シーエムシー出版
㈱シーエムシー・リサーチ 代表取締役
須藤正夫(すどう まさお)