

「工業材料」(日刊工業新聞社) 2004年2月号に掲載
㈱シーエムシー・リサーチ 代表取締役
須藤正夫
PETボトルの発展経緯とリサイクル
1995年,「容器包装に関わる分別収集及び再商品化の促進等に関する法律」(容器包装リサイクル法,以下容リ法と略)が制定され,1997年4月, PETボトルの分別収集,リサイクルを開始した。
80年代初頭までPETボトルの需要はしょう油用が中心であったが,1982年,厚生省(当時)告示により,清涼飲料が認可されこの用途が急増した。
認可の際,業界団体である全国飲料工業会と厚生省はリサイクルシステムなど廃棄物処理のシステムが構築されていないことから,1l以下のボトルは製造・販売を自粛する覚書を交わした。
容リ法が成立したことに伴い廃棄物問題の社会的基盤が整ったとして,1996年4月,規制を解除,需要は爆発的に拡大した。(表1)
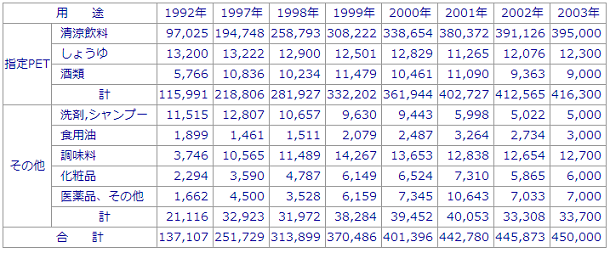
表1 ボトル用PET樹脂の需要推移 出典:PETボトル協議会,暦年
急増するPETボトルの需要に対して,業界はボトルの薄肉化,詰め替え容器の普及などで包装廃棄物の削減に取り組んで来た。
1999年のPET飲料生産量は6,072kl,同用途の樹脂生産量は308,000tで飲料1l(㍑)当たりの重量は50.8gであったが,2002年には46.5gに軽量化,樹脂量換算で35,500t削減したことになる。
一方,洗剤,シャンプー容器では詰め替え用薄肉ボトル,詰め替えパウチが普及し,PETボトルの需要は1997年の12,800tから2002年は5,000tで約60%減少した。(表2)

表2 清涼飲料用PETボトルの単位当たり重量
出典 飲料生産量;全国飲料工業会,樹脂生産量;PETボトル協議会
PETボトルは容リ法により1997年4月から再商品化が始まったが,1990年代初頭より,飲料メーカー団体やPETボトル団体が協力し,リサイクルの取り組みを開始している。
市町村の収集量は1993年の528t(回収率0.4%)から2002年は188,194t(回収率45.6%)で大幅に拡大した。市町村の回収量には事業系が含まれていない。事業系の回収量は2001年15,535t,2002年は32,062tでこれを加算すると2002年の回収率は53%に達する。(表3,図1)

表3 PETボトルの収集,再商品化推移 (単位:トン)
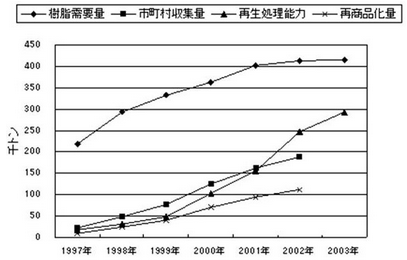
図1 PETボトルのリサイクル推移
処理能力と収集量のギャップ拡大
再生処理工場は1993年9月稼働のウィズペットボトルリサイクルが第1号で,2003年は72施設に拡大している。
PETボトルのリサイクル開始後の3年間は回収量の増加に対し,処理能力が伴わず,回収した市町村に野積みされ,“ミスマッチ“と社会問題化した。
2000年に処理能力が倍増,翌年以降も年間50,000t単位で増加し,2002年は収集量188,000tを大きく上回る247,000tになり今度は”逆ミスマッチ“が顕在化した。
2005年の処理能力は300,000tを上回り,ギャップさらに拡大すると予測される。
PETボトルのリサイクルはこれまでマテリアルリサイクルが先行したが,最近の処理能力の拡大はボトル用樹脂に戻すケミカルリサイクル,“ボトルtoボトル(BtoB)”の本格参入が大きい。
大型ケミカルリサイクル工場本格稼働
容リ法上ではマテリアルリサイクルのみを再商品化対象としてきたが,2001年5月,容リ法の政令改正があり,ケミカルリサイクル施設も対象となり,2001年6月,民活法の認定告示があり,ケミカルリサイクルに進出し易い環境が整った。
ケミカルリサイクルは回収したPETボトルを解重合し,高純度のモノマー(BHET)を精製した後,既存の溶融,固相重合を経てボトル用樹脂を製造する。(図2)
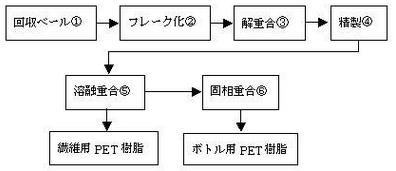
図2 ケミカルリサイクルのフロー
マテリアルリサイクルは異物の完全除去などが難しいので,バージンペレットと同じ条件では使用出来ず用途が限られていた。ボトル用は非飲料用に僅かな需要があるが,飲料用には使用出来ない。一方,ケミカルリサイクルはバージン材と同一条件で使用出来る優位性を持っている。
ケミカルリサイクルの参入メーカーは帝人ファイバー,ペットリバース,旭化成の3社がある。
帝人ファイバーは2002年4月,PETボトルから高純度のDMTを回収する年間30,000t設備が稼働している。2003年11月には62,000tに増強,さらに回収したDMTをTPAに変換する設備と年産50,000tのボトル用PET樹脂設備を新設し,B to Bシステムが完成した。
同社のボトル用PET樹脂の生産能力はこれまで40,000tであったので,B to Bシステムの規模がいかに大きいかわかる。
ペットリバースはアイエス,新日本石油などが出資した会社で2003年秋27.500tの処理設備が2003年末完成,2004年初めに稼働を開始,年間23,000t規模でボトル用樹脂を生産する予定である。旭化成は年間処理能力3,000t設備が2001年5月稼働,繊維用樹脂を生産している。
2002年8月,プラントメーカーである月島機械は回収PETからテレフタル酸を回収する技術を確立した。同技術によるプラントの建設費は年間処理能力8,000tで約13億円と設備投資金額は比較的少ない。このプラントが普及するとケミカルリサイクルの普及に拍車がかかることが予想される。(表4)

表4 主なリサイクルメーカー(2003年) (単位:トン)
出典:筆者調べ( )は2004年稼働予定,但し合計は経済産業省公表データ
マテリアルリサイクルは高付加価値商品開発へ
ケミカルリサイクルの進展で窮地に追い込まれたのがマテリアルリサイクルメーカーである。
容リ法により入札で原料を確保するが,先に述べたように処理能力と収集量のギャップがあり,2003年度は軒並みにマテリアルリサイクルメーカーの稼働率が低下し,委託費用は1998年の101.8円/kgから2003年は64円/kgになりこれらの要因で収益性が悪化している。
BtoBの設備投資は帝人ファイバーが100億円,ペットリバースが80億円と巨額だが,生産された樹脂価格はバージン樹脂と同水準で販売される見られる。単純計算すると,ボトル用に120円/kgで販売し,48円/kg(04年予定)の委託費用を加えれば168円/kgの収入となり,減価償却が済めば十分採算が取れると推定される。
一方,マテリアルリサイクル品の販売価格は純度等により大きく異なるが,100円/kgを大きく下回っている。フレーク販売だけでは利益の確保が難しく,さらに原料確保少ないと稼働率が低下し収益性が悪化する。
収益性を向上するには付加価値の高い商品の開発が重要である。最近,マテリアルリサイクルメーカーはフレーク,ペレットの品質向上努力とユーザーや加工メーカーと共同で付加価値の高い商品の開発が活発で,安定需要を確保している事例も多く,これが生き残る道である。(表5)
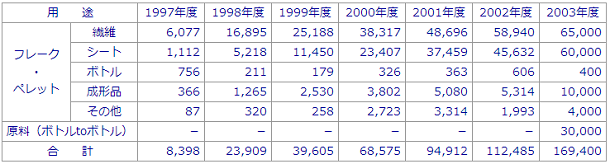
表5 再生PET樹脂の用途
出典:1997年度~2002年度は(財)日本容器包装リサイクル協会が取り扱ったものの利用先調査
2003年度はPETボトルリサイクル推進協議会による推定
参考文献
1)「2000年版ポリエステル樹脂総合分析」 2000年 シーエムシー出版刊
2)「機能性・環境対応型包装材料の新技術」2003年 シーエムシー・リサーチ刊
3)「工業材料」Vol51 №7 P5 小林敏幸
㈱シーエムシー・リサーチ 代表取締役
須藤正夫(すどうまさお)